Коротко: 316 с молибденом лучше выдерживает хлориды и агрессивные моющие средства. 304 ок в сухих, некоррозионных средах. Но дьявол в деталях — именно они «убивают» замки, петли и уплотнения.
Что говорит металлургия о марках нержавеющей стали 304 и 316
- 304 (A2, EN 1.4301) ≈ 18Cr/8Ni, PREN ~18–19.
- 316/316L (A4, EN 1.4401/1.4404) +2–2,5% Mo, PREN ~23–24 → более высокая устойчивость к точечной/щелевой коррозии в хлоридах.
- SCC (коррозионное растрескивание в хлоридах): 304 более уязвим, чем 316 при T > 50 °C и в присутствии напряжений/вибраций.
Где 304 — достаточно
- Помещения, сухие зоны, C1–C3 по ISO 12944.
- Распределительные шкафы без мойки под давлением, отсутствие солей/деайсеров.
- Фурнитура внутри корпуса, без контакта с брызгами/конденсатом.
Где 316 — must-have
- Побережья, порты, дороги с реагентами, C4–C5-M; риск tea-staining.
- Пищепром/фарма с промывками CIP/SIP, гипохлориты, пенные щелочные мойки, IP69K мойки.
- Бассейны/соляные испарения, агро (аммиак/удобрения), телеком на открытом воздухе.
- UL Type 4X требования к коррозионной стойкости — 316 практически стандарт.
Конструкторские нюансы, определяющие ресурс
- Поверхность: шлифовка/полировка до Ra ≤ 0,8 мкм уменьшает налипание и щелевую коррозию (гигиена/EHEDG).
- После сварки: выбирайте 316L (низкий C), травление+пассивация (ASTM A967) — ЗТВ без карбидов.
- Щели: избегайте «карманов» под уплотнителем, обеспечьте равномерный прижим (компрессионные замки) и дренаж.
- Гальваника: не смешивайте 316 с оцинковкой в соли — используйте изолирующие шайбы/втулки, герметизируйте резьбы.
- Крепления: A4-70 вместо A2-70 в «соленых» зонах; против заедания резьбы — смазка/покрытые гайки, различные пары материалов, резьбовые вставки.
- Уплотнители: для washdown — EPDM/силикон; избегайте NBR с гипохлоритом. Держите компрессию 25–40% и не допускайте застоя жидкости под контуром.
- Обслуживание: даже 316 требует периодической промывки пресной водой на побережье, иначе будет tea-staining.
Быстрый чеклист выбора между 304 и 316
- Есть солевой туман/деайсеры/побережье? → 316/316L (A4) + полировка + A4 крепление.
- Есть мойка под давлением/щелочные и хлорсодержащие мойки? → 316/316L + гигиеничная геометрия + EPDM/силикон.
- Сухой индор без агрессивных веществ и без washdown? → 304 (A2) достаточно и экономнее.
Типичные ошибки
- 316 ручка, но цинковый камень внутри — коррозия начнется изнутри.
- 304 в узле с требованием UL Type 4X у моря — быстрые жалобы.
- Обработка абразивом из углеродистой стали → загрязнение свободным железом и «ржавчина на нержаветке».
Нотации для спецификаций
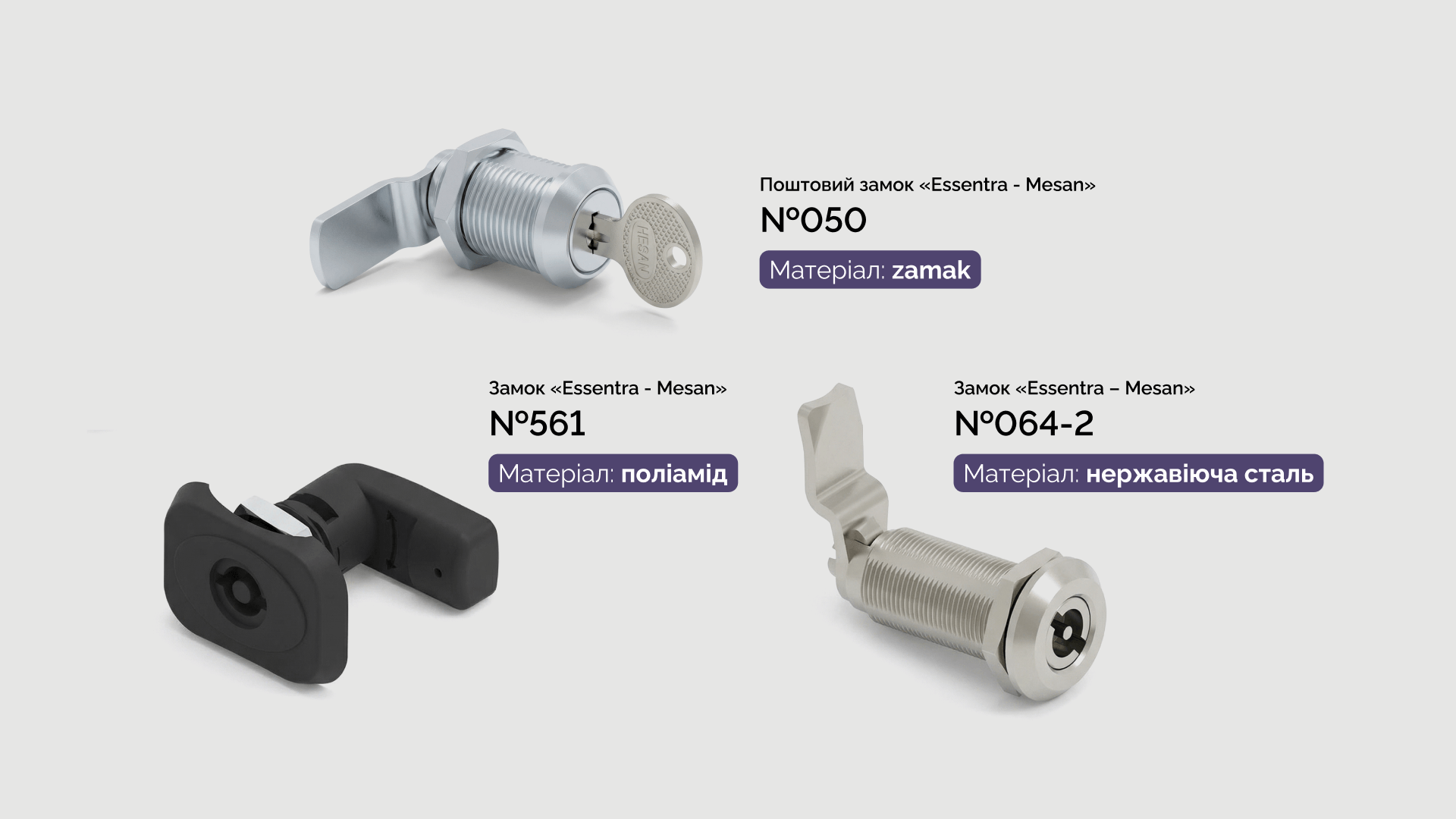
- Указывайте: материал AISI 316L (EN 1.4404), поверхность Ra ≤ 0.8 мкм (при необходимости), пассивация ASTM A967, крепление A4-70, уплотнитель EPDM FDA (для пищевой промышленности).
Нужен подбор фурнитуры под C5-M или washdown? Напишите условия среды и мойки — предоставим рекомендации, STEP/DXF и образцы для тестов
???? 0800 335 140